Рассмотрим сплавы дюралюминия Д16 и сравним со сплавами АМг.
Разница начинается с состава: в дюрали, помимо алюминия и магния, в качестве легирующего элемента присутствует медь, которая значительно увеличивает прочность.
Именно поэтому, например, в авиационной промышленности не обойтись без дюралюминия – он хорошо перенесет динамические ударные нагрузки, и в тоже время остается легким.
Но как быть с коррозией? Ведь из-за присутствия меди эта характеристика ухудшается!
На помощь приходит «плакирование». Это нанесение тонкого слоя другого металла или сплава на поверхность. Нанеся тонкий слой чистого алюминия, на поверхности которого при контакте с кислородом образуется тонкая оксидная пленка, и проблема с низкой стойкости к коррозии решена.
Сплавы Д16 имеют разную термообработку. Рассмотрим два варианта
- Д16АТ, 3 мм (плакированный дюралюминий, закаленный и естественно состаренный)
- Д16АМ, 3 мм (плакированный дюралюминий, отожжённый)
Для сплава с разной термообработкой мы будем использовать немного разные типы инструмента
Первый тест
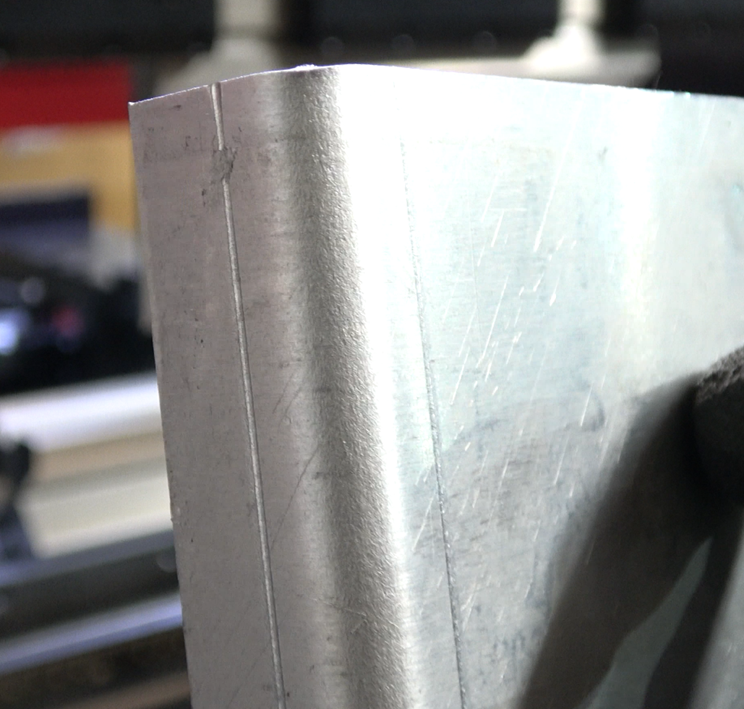
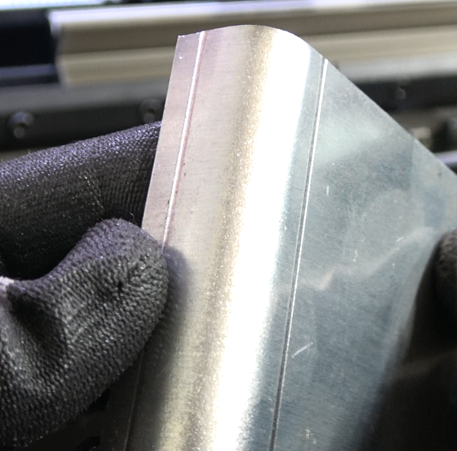
Д16АМ – матрица V16, пуансон R0.5
Как мы можем наблюдать, что в целом, Д16АМ можно гнуть и пуансоном с малым радиусом. Но не дайте себя обмануть! С огромной вероятностью, из-за высокой концентрации напряжений в зоне контакта металла с инструментом образовались скрытые микротрещины, которые ускорят усталостное разрушение
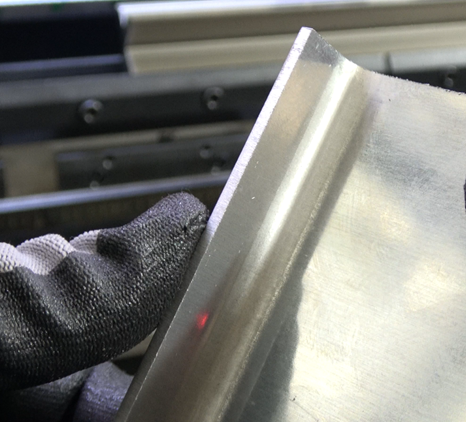
Д16АТ – матрица V16, пуансон R3

Д16АТ с треском провалил первое испытание. Он просто лопнул и легко ломается в руках.

Второй тест
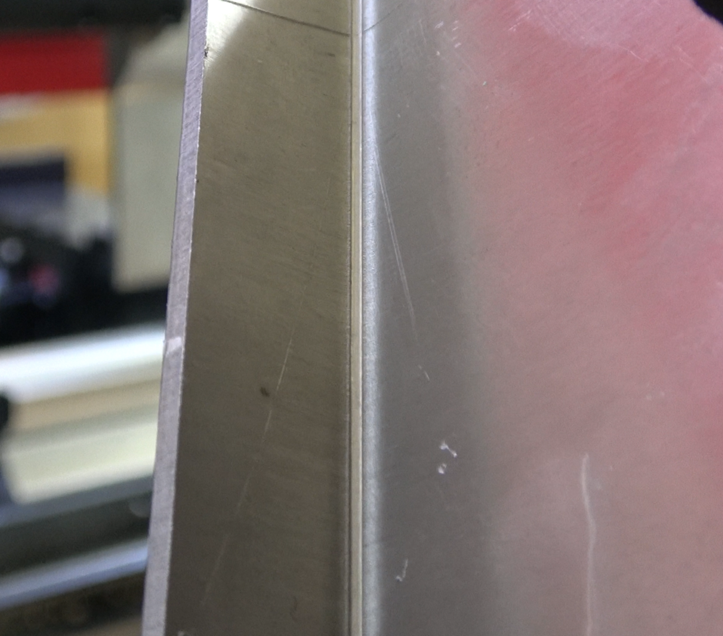
Д16АМ – матрица V22, пуансон R3

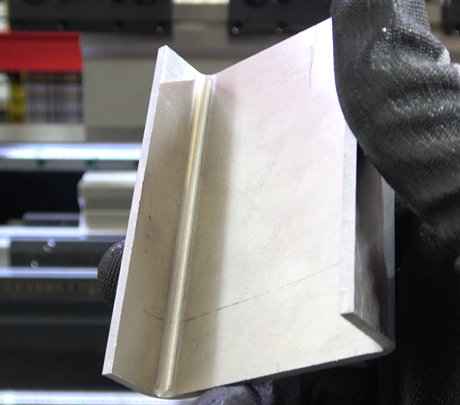
Д16АТ – матрица V22, пуансон R6
На основании наших тестов, делаем следующий вывод: во-первых, данные сплавы можно гнуть, но с соблюдением следующих технологических норм:
- для Д16АТ раскрытие матрицы необходимо V=10-12S (где S- толщина заготовки) пуансон минимум R=2S.
- для Д16АМ матрицы подбирать по такому же принципу, а радиуса пуансона будет достаточно R=1/1.5S.
Во-вторых, для гибки предпочтительнее использовать отожженные сплавы. А также, для улучшения результата советуем выполнять раскрой детали таким образом, чтобы линии гибов располагались поперек волокон материала.
Вернуться назад