Заточка инструмента
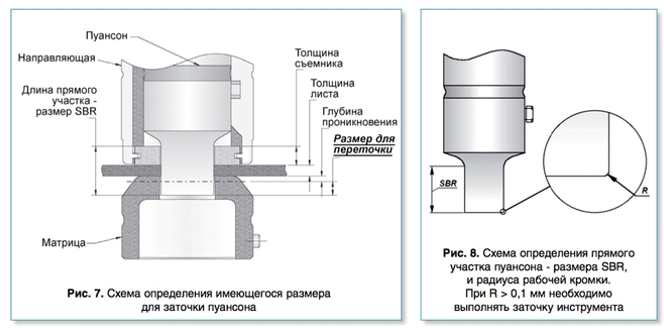
При выполнении операции пробивки пуансон притупляется, на режущей кромке образуется радиус. При достижении радиуса кромки 0,1 мм и более, необходимо производить переточку пуансона. Дальнейшая эксплуатация без переточки ведет к более быстрому увеличению радиуса, ухудшению качества вырубаемого отверстия, увеличению усилия пробивки и перегреву инструмента. Поэтому частая регулярная заточка является одним из основных принципов продуктивной и качественной работы такого инструмента, увеличивает срок службы всего инструмента. Нельзя точно сказать через сколько ударов необходимо перетачивать инструмент. Количество ударов между переточками зависит от типа обрабатываемого материала, толщины листа, наличия защитного покрытия на пуансоне и соосности пуансона и матрицы в револьвере.
Основные правила заточки инструмента:
- Убедиться что пуансон (или матрица) имеет необходимый размер для заточки.
- Жестко закрепить пуансон в шлифовальном станке. За один проход следует снимать не более 0,03 – 0,05 мм. Всего необходимо снимать 0,1 – 0,25 мм за одну переточку.
- Заточку необходимо проводить шлифовальным алмазным (корундовым) кругом на мягкой связке (интервал твердости от D до J), зернистость 46 – 60, предназначенным для обработки быстрорежущих сталей.
- Обязательна обильная подача охлаждающей жидкости – СОЖ. При недостаточном охлаждении пуансона, может произойти перегрев инструмента и его термический отпуск, что приведет к снижению твердости рабочей части.
- После переточки рабочую кромку необходимо обработать алмазным бруском, придать рабочим кромкам форму радиуса величиной – 0,03 – 0,05 мм.
- Размагнитить инструмент и нанести смазочное масло.
- После заточки пуансона его необходимо установить в станцию и отрегулировать длину станции в сборе. В собранной станции пуансон должен быть «утоплен» в съемник:станции А и В – на 1,2 мм; станция С – на 0,8 мм; станции D и E – на 1,8 мм.
Заточка матрицы выполняется по той же процедуре, что и заточка пуансона. Необходимо проверять высоту матрицы и, если необходимо, использовать дистанционные подкладки. Размер на переточку матриц станций A, B, C, D и E – 3,2 мм (для матрицы типа SLUG CONTROL).
Расчет размера для заточки
Размер для заточки (GL) – это максимальный размер, на который может быть перешлифован пуансон при заточке. Одним из важнейших размеров пуансона является длина прямого участка рабочей части пуансона – размер SBR (Straight Before Radius). Этот размер является определяющим размером при расчете имеющегося размера на переточку.
Имеющийся размер для переточки GL (Grind Life) определяется по следующей формуле:
GL = SBR – (толщина съемника + толщина листа + глубина проникновения в матрицу)
Пример: Инструмент – квадрат 10,0 мм в станции B типа Thick Turret,
- Длина прямого участка – размер SBR = 18,0 мм;
- Толщина съемника – 4,0 мм;
- Толщина листа – 2,0 мм;
- Глубина проникновения в матрицу – 3,0 мм;
GL = 18,0 – (4,0 + 2,0 + 3,0) = 9,0 мм
При достижении размером GL величины 0 или отрицательного значения, пуансон использовать нельзя. Пуансон подлежит замене.
Расчет усилия пробивки
При пробивке толстого материала или пробивке материала с высоким пределом прочности необходимо следить чтобы необходимое усилие пробивки не превышало макс. усилие пресса. Результатом такой ситуации могут стать поломка инструмента или даже поломка пресса.
Усилие необходимое для пробивки отверстий рассчитывается по формуле:
F = P x T x K x 0,035 т/мм2
F – усилие пробивки, т/мм2;
Р – периметр пуансона, мм;
Т – толщина обрабатываемого металла, мм;
К – коэффициент типа материала , см. таблицу ниже:
|
Алюминий |
Медь |
Латунь(мягкая) |
Латунь |
Конструкционная сталь |
Нержавеющая сталь |
|---|---|---|---|---|---|
|
0,5 |
0,57 |
0,6 |
0,7 |
1,0 |
1,5 |
Зазор матрицы
Основным критерием, влияющим на качество пробивки и долговечность инструмента, является правильно подобранный зазор матрицы. Зазором матрицы считаем общий суммарный зазор матрицы по обеим сторонам пуансона. Правильно подобранный зазор обеспечивает хорошее качество пробиваемого отверстия с небольшими заусеницами, обеспечивает наименьшее усилие пробивки и увеличивает срок службы инструмента. Правильность выбора зазора можно оценить по отходу пробивки. На боковом срезе отхода должен быть получен участок в виде гладкого среза размером около 50 – 55% от толщины металла. При правильной соосности револьвера, гладкий участок будет иметь равномерную величину по всему периметру отхода.
В таблице приведены рекомендуемые величины зазора относительно толщины обрабатываемого металла.
|
Материал |
Толщина |
Min. Зазор или высечка* |
Стандартный |
Max. зазор |
|---|---|---|---|---|
|
Алюминий Медь, Латунь (20-25 кН/см2) |
до 2 мм |
8% |
10% |
12% |
|
От 2 до 4 мм |
10% |
12% |
15% |
|
|
Свыше 4 мм |
12% |
15% |
20% |
|
|
Конструкционная сталь (30-40 кН/см2) |
до 2,5 мм |
15% |
18% |
20% |
|
от 2,5 до 5 мм |
18% |
22% |
25% |
|
|
Свыше 5 мм |
20% |
25% |
30% |
|
|
Нержавеющая сталь (60-80 кН/см2) |
до 1,5 мм |
15% |
20% |
22% |
|
от 1,5 до 3 мм |
18% |
22% |
25% |
|
|
Свыше 3 мм |
20% |
25% |
28% |
Специальная заточка пуансона
Специальная заточка пуансона обычно применяется для снижения усилия пробивки, хотя при этом понижается и уровень шума, так как пуансон ударяется не всей своей плоскостью о поверхность материала. Стандартная форма пуансона для пробивки – плоская, без среза кромки. Все другие формы заточки пуансона изготавливаются по требованию заказчика.
Преимущества специальной заточки режущей кромки пуансона:
- уменьшение усилия пробивки,
- более надежное удержание отхода в матрице,
- снижение уровня шума
- снижение ударных нагрузок на прессе.

Заточка вогнутой формы (Concave shear) – подходит для обработки тонкого листа, в том числе для контурной пробивки или частичной высечки. Не рекомендуется использовать узкий пуансон для обработки толстых листов или листов повышенной прочности.
Заточка односторонний уклон (One way или Whisper shear) – подходит для минимизации нагрузки при вырубке в толстом листе и листе повышенной прочности.
Заточка с двукратной вогнутой формой (Four Way) – подходит для обработки тонкого листа пуансоном большого сечения, в том числе для контурной пробивки или частичной высечки.
Таблица снижения усилия пробивки (в процентах) для заточки RoofTop
|
Толщина материала, мм |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
|---|---|---|---|---|---|---|---|---|
|
Снижение усилия, % |
60 |
50 |
40 |
35 |
25 |
20 |
15 |
10 |

Вернуться назад