Типы оптоволоконных лазерных станков и лазерных источников
В предыдущей части мы рассмотрели самые частые ошибки, которые производители совершают при выборе и покупке лазерных станков, а также привели варианты их решений. Однако основная проблема заключается в том, что покупатель просто не знает, какой именно станок наилучшим образом подойдет для обработки материала, с которым работают на производстве. Ведь среди волоконных лазеров есть значимые различия – как в конструкции станка, так и в производителях источников лазерного излучения.
Сегодня мы предлагаем вам ознакомиться с различными типами станков, чтобы помочь в выборе именно вашей конфигурации.
Конструкция станка: открытая платформа или защитная кабина
Первое, на что стоит обратить внимание и что без внимания оставить не получится – это наличие кабинетной защиты или отказ от нее. Разница здесь не только в цене, но и в организации рабочего пространства и безопасности:
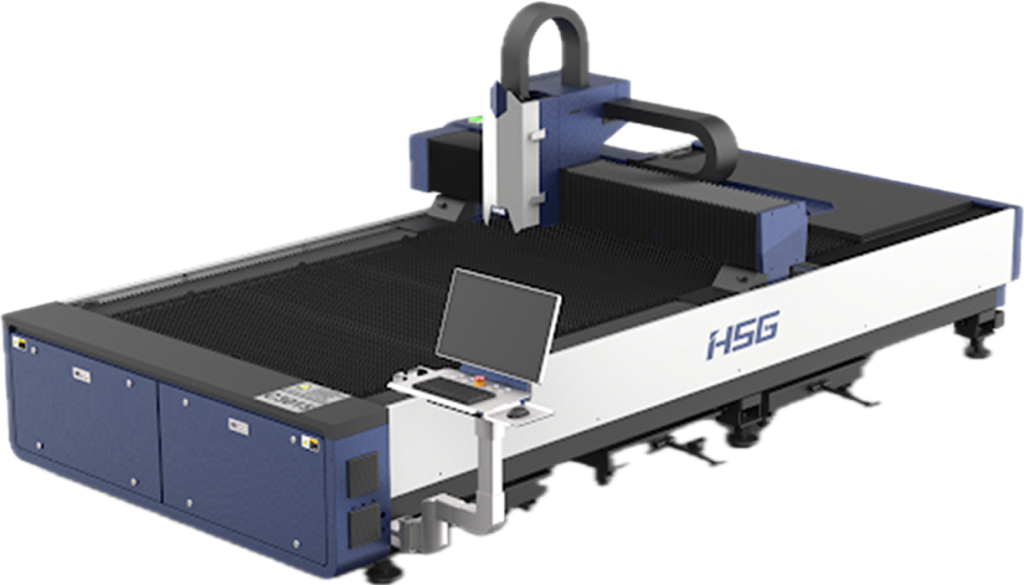
Открытые станки (без кабины или с легкими защитными шторками) привлекательны невысокой стоимостью и удобством загрузки крупногабаритных листов при наличии сменных столов и развитой приточно-вытяжной вентиляции в цеху. Однако они предъявляют строгие требования к цеху:
- Требуется выделенная зона с защитным ограждением от воздействия лазерного излучения по периметру.
- Наличие специальных защитных очков у оператора.
- Сложная организация эффективного дымоудаления и удаление пыли по всей площади стола.
Среди недостатков станков с открытой конструкцией можно выделить более низкий уровень встроенной безопасности и локализации дыма/искр, а также простаивание работы при смене листа, в случае отсутствия сменных столов.
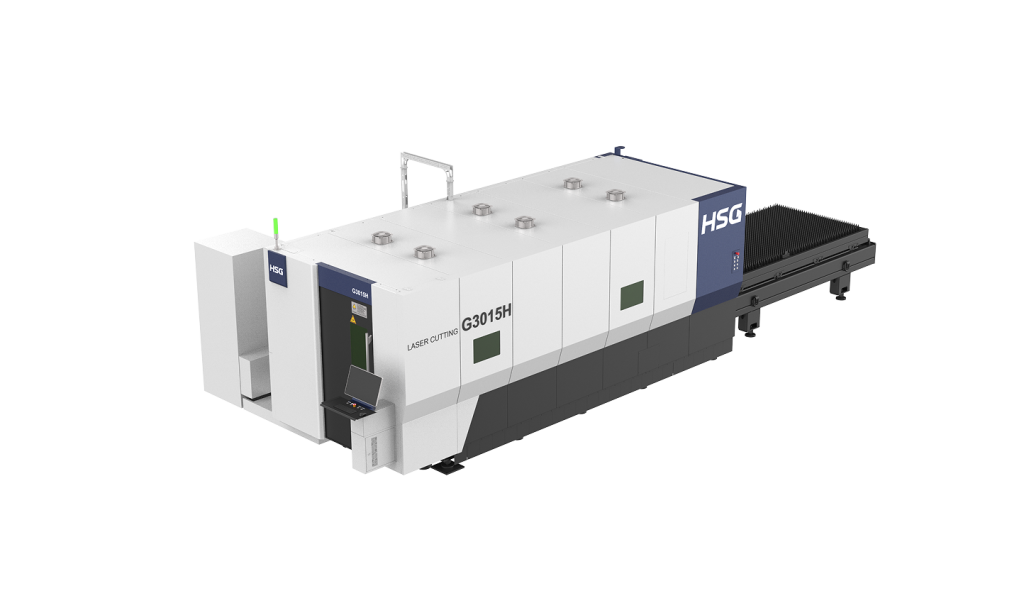
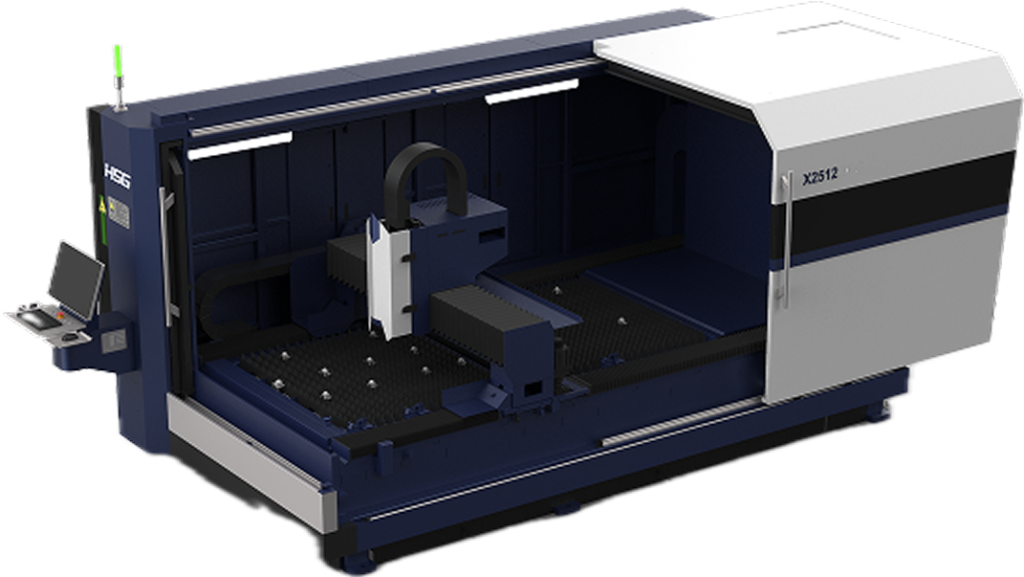
Станки с закрытой кабиной соответствуют классу лазерной безопасности 1 и не требуют дополнительных средств защиты. Кабина выполняет роль герметичного кожуха, внутри которого организованы мощные зональные вытяжки, что обеспечивает чистоту рабочего места, лучшее качество воздуха в цехе и стабильность оптической системы.
Недостатки подобного решения – увеличенные габариты и более высокая цена.
Сравнение конструкции
|
Параметр |
Кабинетная защита |
Открытая платформа |
|
Безопасность |
Класс 1, защитные очки не требуются |
Требуются защитные очки, ограждение зоны |
|
Дымоудаление |
Эффективное зональное, встроенное |
Требует установки мощной системы дымоудаления |
|
Удобство загрузки |
Сдвижные стенки/рольставни, полный доступ |
Открытый доступ со всех сторон |
|
Требования к цеху |
Стандартное освещение, возможность размещения на общих площадях |
Отдельное помещение или огороженный участок |
|
Стоимость |
Высокая |
Низкая в сравнении со станком с кабинетной защитой |
Рекомендация: если станок приобретается для промышленного цеха с постоянной загрузкой, работой в 2-3 смены и высокими требованиями к экологии труда рекомендован выбор модели с защитной кабиной и встроенной системой фильтрации. Открытая платформа оправдана в небольших ремонтных мастерских, при обработке единичных крупноформатных листов или при непостоянной загрузке.
Специализация по типу материала: лист, труба или комбинированная обработка
Современные оптоволоконные станки делятся на три большие группы по виду обрабатываемого материала:
- Станки для резки листа оснащены рабочим столом с ламелями и рассчитаны на резку листового металла. Они обеспечивают максимальную производительность и точность при резке листового материала. Особенно рекомендуется делать выбор в пользу станков с кабинетной защитой и сменными столами.
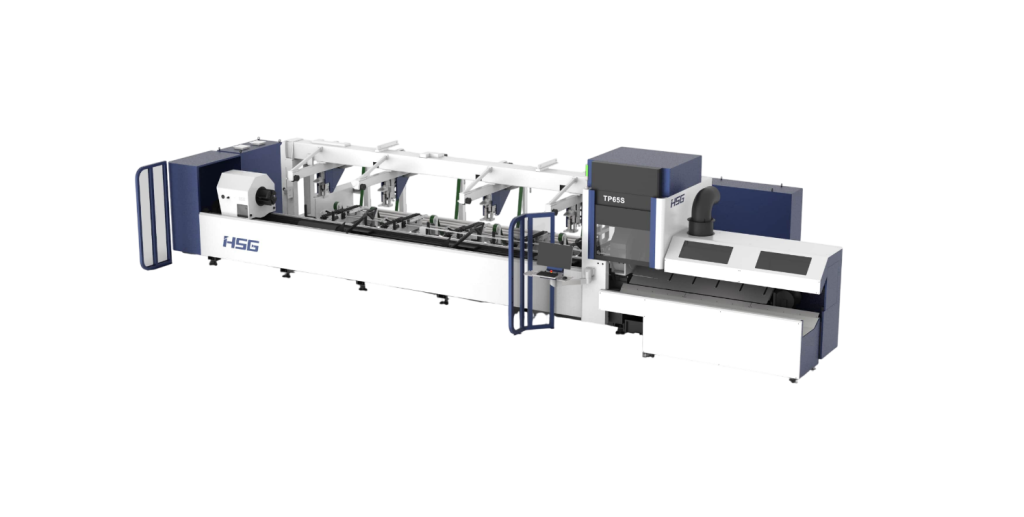
- Станки для резки труб имеют вращающиеся патроны (передний и задний), серво- или пневматические поддержки и загрузочно-разгрузочное устройство. Они предназначены для обработки профилей и круглых труб, уголков и швеллеров, обеспечивая обработку труб диаметром до 715 мм по всей длине без остатка.
- Комбинированные станки (лист + труба) – на единой станине смонтированы и стол для обработки листов, и трубный модуль. Смена с одного типа материала на другой занимает от нескольких минут до получаса при необходимости переналадки патронов трубного модуля. Зачастую, комбинированный станок кажется универсальным и идеальным решением для предприятий с широкой номенклатурой, но низкими объемами партий. Однако, ввиду ряда значительных недостатков, рекомендуется сделать выбор в пользу двух отдельных станков – для резки листа и для резки труб.

Недостатки комбинированных станков:
- Отсутствует возможность обработки сложного профиля (двутавра);
- Программное обеспечение на труборезный модуль имеет меньший функционал;
- Динамика обработки листа ниже в связи с большим и тяжелым порталом под обработку трубы;
- Более низкая точность обработки трубы;
- При резке на рабочем столе труборез не работает, но в это же время всегда занимает место в цеху.
Важно! В комбинированных станках производители предлагают выбрать длину трубного модуля до 9 м. В труборезе возможна загрузка трубы длиной до 12 м и выгрузка заготовки этой же длины. Если вы планируете обрабатывать трубы со стенкой свыше 5 мм, предпочтение стоит отдать отдельному станку для резки трубы с более развитой рамой и системами поддержек и выгрузки трубы
Мощность лазерного источника и толщина реза
Оптоволоконный лазерный источник – один из важнейших компонентов станка. Сегодня на рынке доминируют иттербиевые волоконные лазеры с длиной волны около 1080 нм, главный параметр в которых – выходная мощность, измеряемая в кВт.

Из таблицы ниже видно, что выбор мощности напрямую зависит от максимальной толщины материала, которую вы планируете резать на постоянной основе. Покупка «с запасом» может окупиться существенным ростом скорости и возможностью брать более разнообразные заказы, но тем не менее, стоит разумно оценить возможность поступления таких заказов во избежание покупки избыточно мощного станка.
Зависимость мощности лазерного источника, материала и газа
|
Материал |
Толщина |
Рекомендуемая мощность |
Вспомогательный газ |
Примечание |
|
Углеродистая сталь |
1-6 мм |
1,5-3 кВт |
Кислород / сжатый воздух |
Кислород обеспечивает высокую скорость, но окисляет кромку |
|
Углеродистая сталь |
8-20 мм |
4-12 кВт |
Кислород |
Мощность от 6 кВт позволяет стабильно резать 16–20 мм |
|
Углеродистая сталь |
25-30 мм |
12-20 кВт |
Кислород |
Требуется тщательная настройка фокуса и давления |
|
Нержавеющая сталь |
1-5 мм |
1,5-3 кВт |
Азот |
Чистая, безокисная кромка под сварку/покраску |
|
Нержавеющая сталь |
6-15 мм |
4-12 кВт |
Азот |
Требуются высокое давление азота (18–25 бар) и большой диаметр сопла |
|
Алюминий |
1-6 мм |
2-6 кВт |
Азот / сжатый воздух |
Азот предпочтительнее для получения качественной поверхности |
|
Алюминий |
8-20 мм |
8-20 кВт |
Азот |
Требуется система защиты оптики от обратного отражения |
|
Латунь |
1-12 мм |
1,5-20 кВт |
Азот / сжатый воздух |
Обязателен контроль отражения и высоких пиковых мощностей |
|
Медь |
1-8 мм |
1,5-20 кВт |
Азот / сжатый воздух |
Обязателен контроль отражения и высоких пиковых мощностей |
Чтобы облегчить для вас выбор лазерного источника, ниже мы привели самые популярные и надежные бренды, представленные на рынке, а также кратко обозначили их особенности:
|
Бренд |
Страна происхождения |
Особенности |
|
Raycus |
Китай |
|
|
IPG Photonics |
Германия/США |
|
|
MaxPhotonics |
Китай |
|
|
nLIGHT |
США |
|
|
BWT, JPT и др. |
Китай |
|
Важно! Качество реза зависит не только от источника – на 90% оно обусловлено сопоставимостью подобранных компонентов, а именно, головки, системы охлаждения, качества управления и механики портала.
![]()
Небольшие рекомендации:
- Если вы режете до 12 мм углеродистой и нержавеющей стали и вам важна стоимость – подойдёт Raycus.
- Если режете цветные металлы (медь, латунь, алюминий) рассмотрите IPG, Raycus или nLIGHT.
- Если работаете в режиме 24/7 и цените надёжность – возможно, стоит переплатить за мультимодульные линейки Raycus или лазерный источник из серии High Performance (HP).
- Если важен баланс цены и ресурса – для большинства задач подойдёт Raycus с современной защитой (например, серии RFL-C).
Выбор вспомогательного газа
Газ, подаваемый в зону резки, выполняет две функции: выдувает расплавленный металл из реза и, в случае кислорода, вступает в экзотермическую реакцию, добавляя тепловую энергию. От выбора газа зависят качество кромки, скорость резки и эксплуатационные затраты.

Ниже в таблице мы рассмотрели варианты вспомогательного газа, выделив их преимущества и недостатки.
Сравнение вспомогательных газов
|
Газ |
Преимущества |
Недостатки |
Основное применение |
| Кислород (O₂) | Возможность резать большую толщину при небольшой мощности | Окисленная кромка с окалиной. Дополнительные расходы на баллоны или кислородную станцию | Углеродистая сталь любой толщины, медь (кислород высокого давления), а также в случае, если деталь идет на покраску |
| Азот (N₂) | Чистый рез без окисления, идеальная кромка под сварку, не требует зачистки | Требует более высокой мощности для той же толщины, большие затраты на азот высокого давления (до 25 бар). Для толстых листов нержавеющей стали может требоваться большая ресиверная емкость | Нержавеющая сталь, алюминий, латунь. Важные детали, идущие сразу на покраску или сварку без дополнительной обработки |
| Сжатый воздух | Самая высокая скорость резки на углеродистой стали, минимальная себестоимость, широкая, доступность достаточное качество кромки для многих задач | Скорость ниже, чем на чистом азоте, возможно слабое окисление. Требуется мощный компрессор и система осушки/фильтрации | Тонкие листы из углеродистой и нержавеющей стали (при некритичном качестве), толстые листы (источники мощностью от 12 кВт) алюминий до 3 мм, контурная резка второстепенных деталей. |
На станках (от 6 кВт) отказ от чистого азота при резке нержавеющей стали приведет к необходимости дополнительной обработки кромки реза для сохранения нержавеющих свойств у стали. Тем не менее, резка воздухом возможна и применяется: но следует помнить, что рез при такой обработке будет желтоватым. Если для вашего предприятия такая погрешность допустима, можно рассмотреть данный вариант в качестве более экономичного. Многие предприятия сегодня используют «трехгазовую» схему: подводят магистраль с кислородом на постоянной основе и магистраль под высоким давлением, которая переключается между воздухом и азотом (для нержавеющей стали) либо аргоном (для титана) по необходимости.
Вывод
Выбор станка лазерной резки – это не поиск компромисса, а построение системы, точно соответствующей вашим бизнес-задачам. Определившись с материалом, его максимальной толщиной и требуемым качеством кромки, вы получаете четкие требования к мощности и типу газа. Зная формат материала (лист/труба) и планировку цеха, необходимо выбрать между открытой и закрытой конструкцией, листовым или комбинированным исполнением. Только последовательный анализ этих параметров приводит к действительно рентабельной конфигурации.
БАРУС Инструмент помогает пройти этот путь от технического задания до запуска станка в работу. Свяжитесь с нами, чтобы получить персональную консультацию и расчет окупаемости оборудования именно под ваши задачи.
Вернуться назад